13298459090




发布时间:2024-07-01 02:34:42 浏览次数:1 公司名称:[桂林]建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |
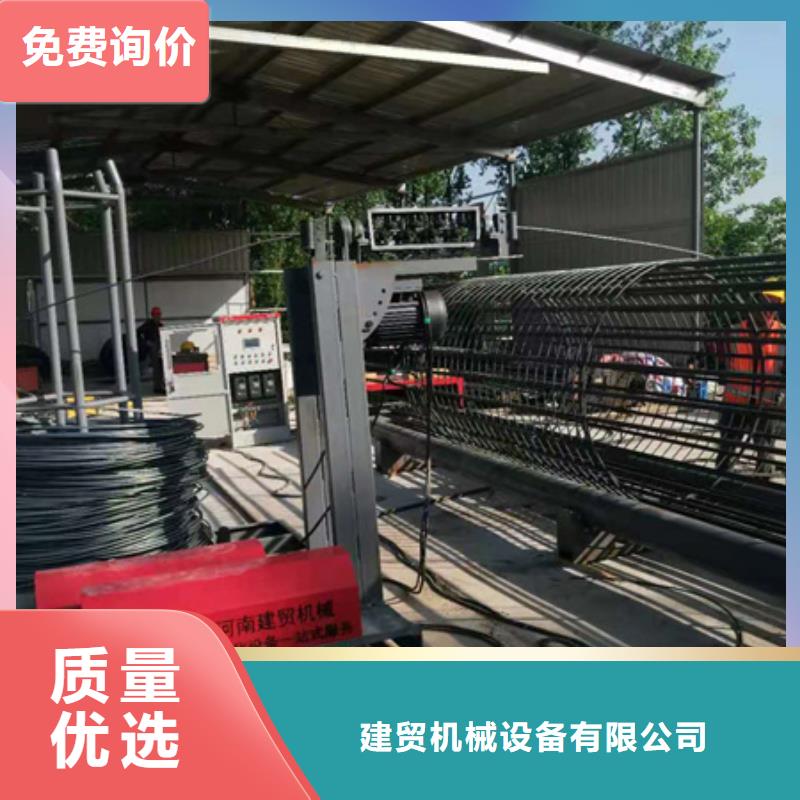




桂林智能化钢筋笼卷笼机良心厂家

钢筋笼滚焊机具有加工速度快、加工质量稳定可靠等特点,因此在桥梁、高铁的建造上得到了较多的使用,为了保证它的长久使用,保存方法也是比较重要的,下面我们就和大家分享存放钢筋笼滚焊机注意事项:
1、存放前,需要对钢筋笼滚焊机进行保养、维护,并且进行彻底清理,保持设备良好的状态。
2、钢筋笼滚焊机需要停放在干燥的室内,如果情况不允许,可以停放在室外,但需要选择平坦的地面铺上木板,并用罩布盖好。钢筋笼绕筋机
3、要把钢筋笼滚焊机的燃油控制杆调到怠慢的位置,并且操纵杆要处于空挡位置。
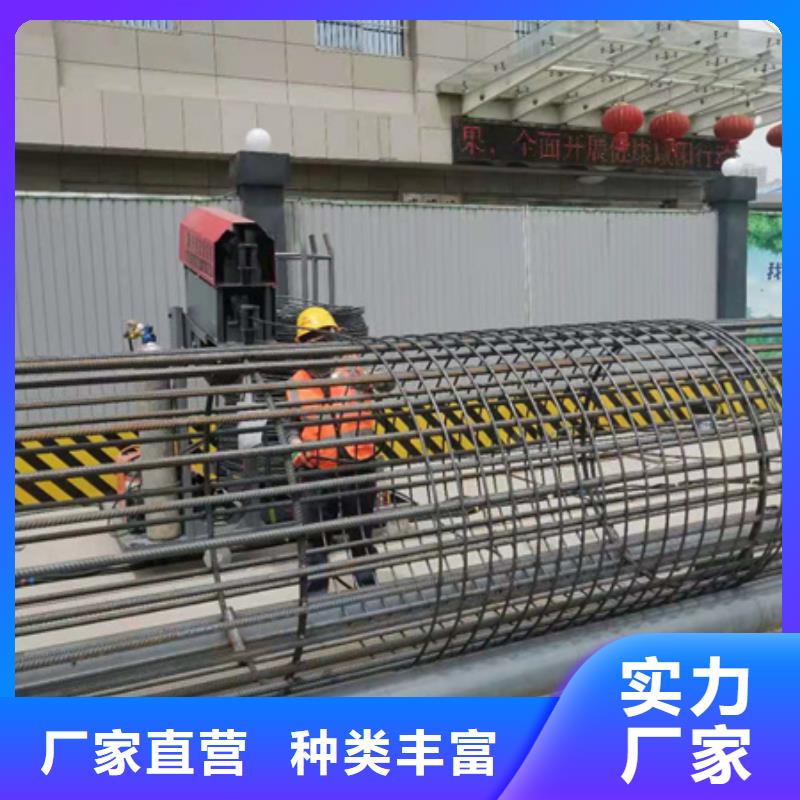
技术参数1、型号;TYGJL3000型(按基本型配置)2、加工范围;钢筋笼直径φ600---φ3000mm长度12m3、绕筋线速;0---15.44、小车速度;0---1.385,胶辊电机;Y90L-4功率4kw6、小车电机;Y90L-4功率1.5kw7、整机质量;3500kg小车15*1.3*1.59、安装尺寸;16*5m智能钢筋笼滚丝机 数控钢筋滚笼机特点设备简介:PY3000型钢筋笼成型机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的去完成其绕筋成型整个工艺的专用机械装备(亦可在胶辊上制作骨架)。其节连接、长短按需组装的产品 PY3000型桂林钢筋笼绕筋机可以长期固定工厂化大批量生产钢筋笼,也可进行短、频、快的流动加工生产。 分料盘加级尼龙板,降噪、耐磨。控制:PLC、屏、变频器。 模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。 自动托笼设计,避免焊接中因笼子自重其弯曲变形。引进新国外技术,生产效率是人工制作钢筋笼的3-4倍,做出来的笼子,间距均匀,焊点饱满、牢固,笼子不散架。 只有这样才能够避免裂纹的出现。由于施工设计要求的不同,对于属相的预应力钢筋的要求也会有所不同,一般来说,是使用YCW-400这一型号的千斤顶和ZB-500这一型号的电动油泵进行钢筋预应力的张拉的,而张拉又可以划分为纵向,横向以及竖向三种形式。

地笼钢筋绕笼机 桂林数控钢筋笼绕筋机设备操作说明在钢筋笼成型机的操作中,主要是好两个参数:即速度和行走速度。这两个速度的调节,主要是制作的速度和螺距。1. 速度的:本机的速度为1~4转/分钟,速度的主要是为了适应工人的操作速度,一般来说,对于熟练地人员,一般可调节速度为上限,同时,速度的也与钢筋笼的直径有关,直径大的速度低,直径小的速度高; 2.盘速度的:一般在速度调定后,再调节速度。速度主要是箍筋的螺距。本机的速度为350~1600mm/分钟。需要较小螺距时需速度,需要较大螺距时需速度。 3.两个速度的:首先根据操作人员的熟练程度调节速度(每分钟焊接点数量=主筋数量×速度),然后根据绕筋螺距调节行走速度。 4.钢筋笼的焊接时间=钢筋笼长度/行走速度,例如:一个12米的钢筋笼,行走速度为600mm/min,则理论焊接时间为12/0.6=20分钟。实际操作中,由于两端不会完全焊满,故实际焊接时间比理论时间短。钢筋笼滚笼机

一、桂林钢筋笼绕筋机加工方法介绍钢筋笼传统加工方法以人工操作为主,除钢筋原材料切头,车丝由机器和人工辅助完成,其余工序如主筋定位,螺旋筋安装、定位等都在人工操作下完成,致使钢筋筋笼生产效率低,加工精度不够,合格率较低,两节钢筋笼因主筋定位误差较大造成对接安装较困难。二、钢筋笼加工厂建设及设备简介1、钢筋加工厂建设简介2、钢筋笼自动滚焊机设备简介1)拖动导轨;(2)控制台;(3)拖动驱动系统;(4)主筋料架;(5)钢筋笼液压支撑装置;(6)固定旋转驱动机构;(7)移动旋转驱动机构;(8)主筋固定器;(9)主筋导管;(10)主筋承接分隔系统;(11)箍筋放线架;(12)箍筋矫直机构;(13)主筋上料系统三、施工工艺简介1、施工工艺流程2、主筋切头及丝口加工3、丝口检查及保护每加工完成10个接头采用卡尺、螺纹环规对丝头加工质量进行检测,检查丝头螺纹牙型、丝头长度、螺纹直径是否满足规范要求。加工完成的接头采用专用保护套进行保护。4、主筋上料通过上料架或人工将加工好的主筋放入分料器,人工穿过固定盘模板,并在移动盘模板内通过固定螺栓将主筋锁紧。启动移动盘,进行箍筋缠绕及焊接。
